在现代精密机械制造领域,尤其是航空航天、医疗器械、精密模具等行业,高长径比的小深孔加工一直是一项极具挑战性的技术难题。这类孔洞通常孔径微小、深度大,对加工刀具的刚性、精度和耐用性提出了近乎苛刻的要求。小孔反刮刀,特别是采用进口材料定制的高性能反刮刀与反倒角刀,正成为攻克这一难题的关键利器。
一、高长径比小深孔加工的挑战
所谓“高长径比”小深孔,通常指孔径在10毫米以下,而孔深达到孔径5倍甚至数十倍的孔。在加工这类孔时,传统钻削刀具面临排屑困难、容易引偏、刀具刚性不足易振颤、内孔表面质量难以保证(如出现振纹、锥度)以及刀具磨损快等问题。尤其是在需要加工盲孔底部平面、台阶面或进行精密倒角时,常规刀具更是难以施展。
二、小孔反刮刀与反倒角刀的核心优势
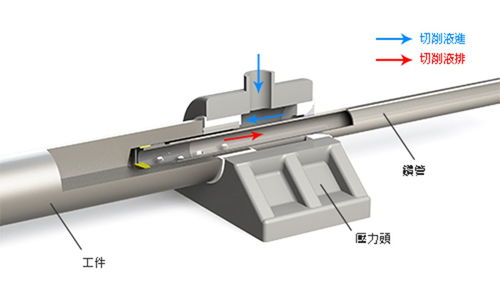
小孔反刮刀,顾名思义,是一种专门用于从孔内部向外(反向)进行刮削加工的刀具。其设计精髓在于:
- 反刮功能:刀头设计使其能够在已钻出的孔内,反向(从孔底向孔口方向)进行精加工。这对于加工盲孔底部的平面、清理台阶或去除毛刺至关重要,是正向刀具无法替代的。
- 应对高长径比:刀杆通常细长而刚性极佳。通过优化材料和结构设计(如采用减振设计),确保在深孔中作业时稳定不颤振,从而获得高的尺寸精度和优异的表面光洁度。
- 反倒角能力:专用的反倒角刀可以在孔的内侧边缘或底部边缘加工出精确、一致的倒角或圆角,去除毛刺,改善零件装配性和疲劳强度。
三、进口材料定制——性能的保障
面对小深孔加工中的高切削阻力、高热量和强磨损环境,刀具材料的性能直接决定了加工效率和成品质量。进口材料定制在此扮演了决定性角色:
- 超细颗粒硬质合金:提供极高的硬度、耐磨性和刚性,同时保持足够的抗冲击韧性,是制造高刚性反刮刀杆和锋利刀头的理想基体材料。
- 先进涂层技术:如TiAlN(氮铝钛)、AlTiN(铝钛氮)或金刚石涂层等。这些进口高端涂层能显著降低摩擦系数,抵抗高温磨损,防止积屑瘤产生,从而延长刀具寿命,并允许更高的切削参数。
- 定制化设计与制造:根据具体的孔径、孔深、被加工材料(如高强度钢、高温合金、钛合金、淬硬钢等)以及加工要求(精度、光洁度),进行全参数的定制。包括刃口几何形状、排屑槽设计、切削角度、杆部直径与长度的精确匹配等,确保刀具与工况完美契合。
四、大成孔与小深孔的精加工应用
“大成孔”在此语境下可理解为对小深孔完成最终尺寸和形状精加工的目标。小孔反刮刀在这一阶段发挥着不可替代的作用:
- 孔底精铣:对盲孔底部进行精密铣平,保证底平面的平整度与垂直度。
- 台阶面加工:在孔内加工出精确的环形台阶面。
- 内孔精修:对已钻或已铰的孔壁进行微量刮削,校正微小的锥度或椭圆度,达到更高的尺寸精度和更佳的表面粗糙度。
- 去毛刺与反倒角:干净、精确地清除孔口或内部边缘的毛刺,加工出工艺要求的倒角。
五、结论
针对高长径比小深孔的精密加工需求,采用进口优质材料定制的小孔反刮刀和反倒角刀提供了一套高效、可靠的解决方案。它们突破了传统加工方法的局限,通过卓越的刚性设计、精密的刃口几何以及顶级的材料涂层,实现了在极限空间内的稳定、精密加工,是提升高端制造能力、保证关键零件质量的核心工具。选择专业定制,意味着为特定的深孔加工难题匹配了最锋利的“手术刀”,从而在激烈的技术竞争中占据先机。