在机械制造、航空航天、能源设备及模具制造等行业中,深孔加工是一项对精度、设备和工艺要求极高的关键技术。当孔径范围在3~38毫米之间,深度却要达到惊人的4米时,这项任务便超出了许多普通加工车间的能力范畴,寻求专业的外协加工服务成为必然选择。本文将深入探讨此类深孔钻外协加工的核心要点、技术挑战与解决方案。
一、 深孔加工的界定与核心难点
所谓“深孔”,通常指孔深与孔径之比(L/D)大于5的孔。在您提到的案例中,以最小的孔径3mm计算,其深径比高达约1333:1;即使以最大孔径38mm计算,深径比也超过105:1。这属于典型的“超深孔”加工范畴。其主要技术难点包括:
- 排屑困难:在极长的孔内,切屑难以顺利排出,极易造成堵塞,导致钻头扭断、孔壁划伤甚至工件报废。
- 刀具刚性不足与偏斜:细长的钻杆在旋转和进给过程中易产生弯曲、振动,导致孔轴线偏离(偏斜度控制难)和孔径尺寸不稳定。
- 冷却与润滑:加工产生的热量难以散发,必须将冷却液精确、高压地输送至钻头切削刃部,以降低温度、减少磨损并辅助排屑。
- 加工效率与精度:如何在保证孔径公差(通常要求在IT7-IT9级)、直线度和表面光洁度(Ra值通常要求1.6-6.3μm)的前提下,实现高效加工。
二、 适用于该参数范围的核心加工工艺
专业的外协加工厂通常会根据孔径、材料、精度要求,选择以下一种或多种复合工艺:
- 枪钻(BTA深孔钻)工艺:尤其适用于3~20mm中小孔径的深孔加工。它是一种单刃内排屑工艺,高压冷却液从钻杆内部送入,将切屑从钻杆外部的V型槽强行推出。其优点是直线度好、表面质量高、一次成型,是加工4米深、小孔径工件的首选高效方法。
- 喷吸钻(Ejector Drill)工艺:更适用于20mm以上孔径的加工。它采用内外双层管设计,利用文丘里效应产生负压辅助排屑,冷却液压力要求相对较低,排屑效果稳定,特别适合中等孔径的深孔加工。
- 套料钻(Trepanning)工艺:对于38mm及以上的孔径,有时为节省材料(加工出实心料芯)和降低切削力,会采用此方法。它只切割出一个环形孔,并非将整个孔内材料都磨成切屑。
三、 选择专业外协加工服务的关键考量因素
面对如此严苛的加工要求,委托方在选择外协合作伙伴时,应重点关注以下几个方面:
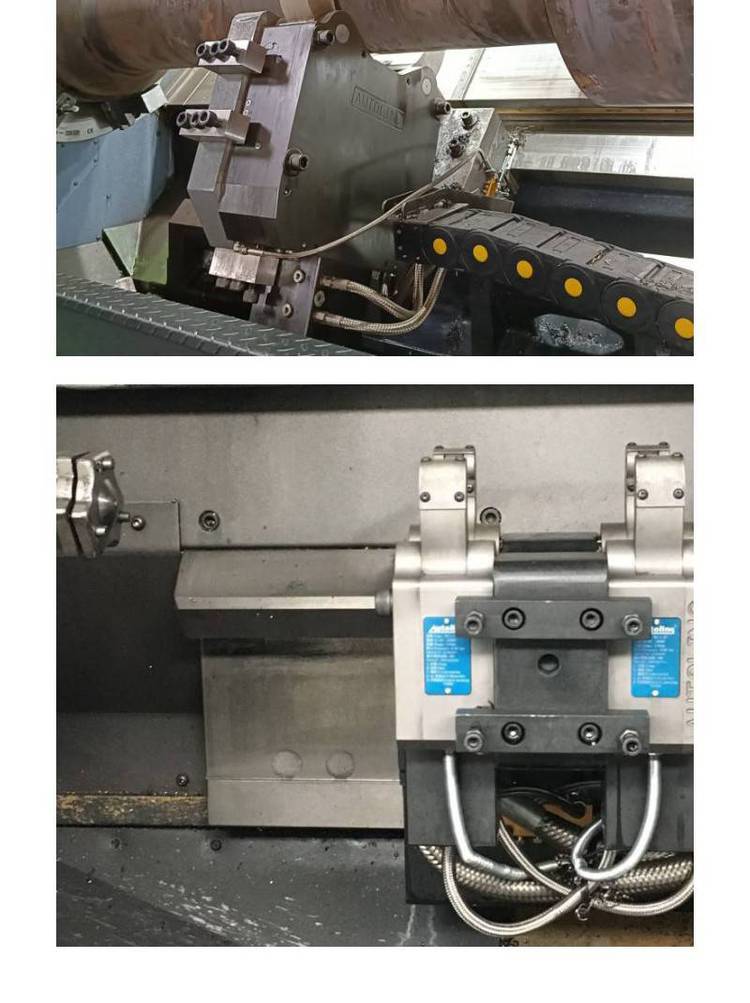
- 专用设备能力:加工方是否拥有专用的深孔钻床(如枪钻机床、BTA深孔钻床)?这些设备必须具备高精度导向、高压冷却系统(压力通常需达到50-200bar或更高)、稳定的进给系统和中心架支撑功能,以应对4米长工件的装夹和加工。
- 工艺技术与经验:供应商是否具备类似深径比的成功案例?其工艺方案是否包含针对不同材料(如钢、合金钢、不锈钢、铝合金等)的切削参数库、刀具选型及磨损监控策略?
- 刀具与辅具:是否拥有针对3mm极小孔径的微型枪钻及配套导套,以及长达4米以上的系列化钻杆?刀具的制造精度和耐磨涂层技术至关重要。
- 检测与质量保障:如何检测4米深孔的直线度、孔径一致性和表面质量?是否配备有内孔窥镜、深孔孔径测量仪、激光准直仪等专用检测手段?
- 全程工艺支持:优秀的供应商应能提供从工件装夹方案设计、引钻孔加工、加工过程监控到最终检验的全流程技术服务,而不仅仅是接单生产。
四、 成功实施的应用建议
- 充分前期沟通:提供详细的工件图纸、材料牌号、热处理状态、批量以及所有关键精度要求(特别是孔的直线度、位置度和表面粗糙度)。
- 工艺方案评审:要求供应商提供书面加工工艺方案,包括设备选型、工艺路线、刀具方案、预估工时和成本,并进行技术可行性评审。
- 试加工与验收:对于首件或小批量,强烈建议进行试加工,并共同确定检测方法和验收标准,确保万无一失后再扩大生产。
- 关注辅助环节:深孔加工前的中心孔或导向孔加工、工件的清洁度、机床的调试水平等辅助环节,往往对最终成败有决定性影响。
###
孔径3~38mm、深度达4米的深孔钻加工,是机械制造领域的尖端挑战之一。它将加工技术推向了极限,高度依赖于专用设备、特种刀具和深厚的工艺经验积累。通过选择具备雄厚技术实力的专业外协加工伙伴,并与之进行深入、透明的技术协作,企业能够将这一高难度任务转化为可靠、优质的零部件产品,从而为高端装备的制造奠定坚实的基础。