随着全球能源结构的转型,风力发电作为清洁能源的重要组成部分,其核心设备——风力发电机的制造技术日益成为关注的焦点。其中,风力发电机主轴的深孔加工,因其对大型、精密、深孔加工技术的极高要求,被誉为大型机械加工领域的技术巅峰。
风力发电机主轴是连接叶片与齿轮箱(或直接驱动发电机)的关键部件,负责传递巨大的扭矩。其典型特征包括:尺寸巨大(长度可达数米至十余米)、重量大(可达数十吨)、结构复杂且精度要求极高。主轴内部通常需要加工出贯穿或非贯穿的深孔,用于减轻重量、优化应力分布、布设电缆或作为润滑通道。这种深孔加工,绝非普通钻孔可比,它是对制造企业技术实力和装备水平的综合考验。
大型机械加工件的特殊挑战
风力发电机主轴属于典型的大型机械加工件。其“大”不仅体现在尺寸和重量上,更体现在加工的复杂性上。工件的装夹与找正就是一项艰巨任务,需要大型、高精度的数控落地镗铣床或专用深孔钻镗床作为平台。在加工过程中,巨大的自重和切削力作用下,如何保证工件的刚性、防止变形,是确保最终精度的核心难题。加工过程中的热变形控制也尤为关键。
精密加工的核心要求
“精密”是主轴加工的灵魂。风力发电机长期在复杂交变载荷下运行,主轴的任何微小缺陷都可能导致灾难性后果。因此,其深孔加工精度要求极高:
- 尺寸精度与形状精度:深孔的直径、圆柱度、直线度必须严格控制,公差常在微米级。
- 位置精度:多段深孔的同轴度、孔与端面及外圆的垂直度或平行度要求严格,直接影响到整机的装配精度和运行平稳性。
- 表面质量:孔壁表面粗糙度要求高,良好的表面质量能有效减少应力集中,提高疲劳寿命。
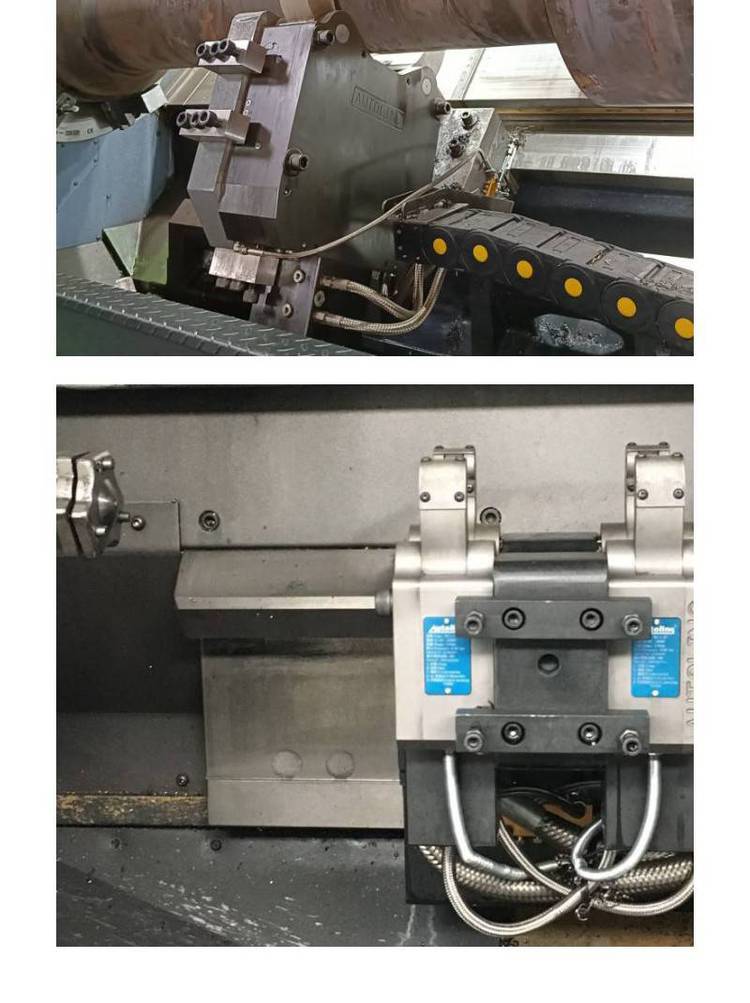
深孔加工的技术难点与解决方案
“深孔加工”是这项工艺中最具技术含量的环节。风力发电机主轴的深孔往往具有“长径比大”(孔深与孔径之比大)的特点,这带来了排屑困难、刀具导向性差、冷却润滑不易、易产生偏斜和振动等一系列世界性难题。
现代先进的解决方案主要依靠:
- 专用深孔加工机床:采用枪钻、BTA(喷吸钻)或单管钻系统,配备高压内冷系统,实现强制冷却和有效排屑。
- 先进的刀具技术:采用高刚性、带内冷通道的专用深孔钻镗刀具,刀头上通常镶嵌高性能硬质合金或CBN/PCD材料,确保长行程加工的稳定性和刀具寿命。
- 智能化工艺控制:应用在线监测系统,实时监控切削力、扭矩、振动和温度,通过自适应控制系统优化切削参数,防止刀具损坏并保证加工质量。
- 创新的工艺方法:对于超长深孔,可能采用工件旋转、刀具进给,或工件固定、刀具旋转并进给等多种复合运动方式,以最优的动力学特性保证孔的直线度。
****
风力发电机主轴的深孔加工,是集材料科学、机械设计、数控技术、切削理论及精密测量于一体的系统工程。它不仅是衡量一个国家重型装备制造能力的重要标尺,也是推动风电行业降本增效、提升机组可靠性与寿命的关键环节。随着风电设备向着更大功率、更高可靠性方向发展,对主轴深孔加工的精度、效率和稳定性提出了永无止境的更高要求,持续驱动着大型精密机械加工技术的革新与突破。