在当今的航空航天、医疗、化工及高端装备制造领域,以钛(Ti)、镍(Ni)、钽(Ta)、锆(Zr)、钼(Mo)为代表的难熔金属及合金,因其优异的耐高温、耐腐蚀、高比强度及良好的生物相容性等特性,扮演着不可替代的角色。这些材料的加工,特别是将其制成棒材、线材、板材、管材以及进行深孔加工,代表了现代精密制造技术的尖端水平。
一、 基础材料形态:棒、线、板、管
- 棒材与线材:作为基础原料,钛、镍、钽、锆、钼的棒材和线材通过锻造、轧制、拉拔等工艺制成。它们不仅是后续深加工的起点,也直接用于制造紧固件、电极、医疗器械植入体(如钽骨钉、镍钛记忆合金丝)以及高温炉的发热体(如钼丝)等。其生产核心在于精确的合金成分控制、均匀的微观组织以及严格的尺寸公差,以确保最终产品的性能稳定性。
- 板材:这些金属的板材广泛应用于压力容器衬里(如锆材在醋酸工业)、电解电极、航空航天结构件及防护屏蔽等领域。轧制过程需要克服材料自身的高强度和高硬度,同时防止氧化(尤其是钛、锆在高温下极易吸氢吸氧),往往需要在真空或保护气氛下进行。
- 管材:管材产品主要分为无缝管和焊接管,其中无缝管的性能更为优异。
- 无缝管:通常采用挤压、斜轧穿孔或深孔钻削工艺生产,具有组织致密、强度高、耐压性能好的特点。钛合金无缝管是航空发动机液压管路、舰船海水换热管的理想选择;钽、锆无缝管则因其卓越的耐腐蚀性,广泛用于强酸环境下的热交换器与管道系统。
- 非标管:指超出标准规格的定制化管材,包括特殊口径、壁厚、截面形状(如方形、椭圆形)或特殊长度要求。非标管的生产充分体现了“按需制造”的灵活性,能够满足特定设备、实验装置或特殊结构的设计需求,是高端装备个性化制造的重要一环。
二、 核心技术挑战:深孔加工
深孔加工,尤其是在钛、镍、钽、锆、钼及其合金上进行深孔加工,是上述材料应用拓展的关键瓶颈与核心技术。它主要指孔深与孔径之比(深径比)大于5-10的孔加工,在棒料或厚壁管上加工油路、气路、冷却通道或减轻孔时尤为常见。
技术难点与解决方案:
1. 材料特性带来的困难:这些材料普遍存在导热性差(加工热量不易散出,导致刀具温度急剧升高)、强度高、韧性好(加工硬化严重)以及化学活性高(易与刀具材料发生粘附)等问题。
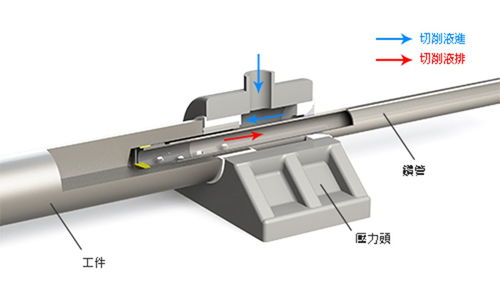
2. 专用设备与工艺:普通钻床难以胜任。通常需使用专用的深孔钻床(如枪钻、BTA钻系统),这些设备提供高压冷却液,既能冷却刀具和工件,又能有效排出细长的切屑。加工过程要求极高的刚性、精确的对中以及稳定的进给。
3. 刀具技术:刀具材料首选硬度高、红硬性好的硬质合金或PCD(聚晶金刚石),并设计特殊的几何角度和断屑槽。针对不同材料(如粘性大的钛合金与脆性较大的钼合金),刀具参数需进行个性化优化。
4. 工艺参数优化:采用较低的切削速度、适当的进给量,并确保充足且压力稳定的冷却液供应,是防止刀具过早磨损、保证孔壁光洁度和直线度的关键。
三、 钛制品的深孔加工应用
“钛制品 深孔加工”是这一技术领域的典型代表。以航空航天为例,大型整体钛合金结构件(如起落架承力梁、发动机机匣)为了减重和提高结构效率,常常需要在内部设计复杂的深孔和型腔。医疗领域中,人工关节、牙科种植体等钛制品,也需要精密的小直径深孔来促进骨骼长入(多孔结构)或实现轻量化。这些应用不仅要求孔的位置和尺寸精确,更对孔的内表面质量(无微观裂纹、低残余应力)有着严苛的标准,直接影响零件的疲劳寿命和安全性。
从基础的棒、线、板、管材制备,到高难度的非标定制与深孔加工,钛、镍、钽、锆、钼等高端金属材料的加工链条,是一个集材料科学、机械设计、工艺创新与精密控制于一体的系统工程。其发展水平直接关系到国家高端制造业的竞争力。随着技术进步,如激光加工、电火花加工等特种工艺与传统深孔钻技术的结合,未来这些“难加工材料”的加工效率、精度与复杂性必将得到进一步提升,从而推动更多前沿科技领域的发展。